1回目加工開始

ローター外周から中心に向かい修正加工を開始しました。
外周側は既に加工が終わった加工部で、
内側がこれから加工される未加工部です。
1回目加工終了

その未加工部はバイト側が広く、反対側は殆ど有りません。
これだけ歪んでいたということです。
このローターは0.05mmと比較的歪みが小さかったです。
この程度ですと、キックバックは起きないでしょう。
実はパッドが無くなっても乗っていたので、裏面は傷だらけのローターです。
2回目加工開始

バイトの切り込みは1回目の加工終了時プラス0.05mm。
そのまま、自動送り方向を変えるだけです。
徐々に未加工部が無くなっていきます。
1回目の加工でローター面精度は出ています。
これが双方向研磨の高精度につながります。
大変、好評です。
2回目加工途中

既に未加工部が無くなり面精度が出ています。
加工終了後の精度確認測定
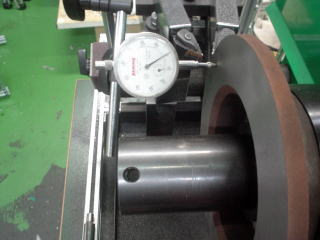 。
。測定方法はローターを回転させて同心円の歪みと、ローターを手送りして中心線方向の歪みを測定します。
双方ともほぼ0.01mm以内です